Teknikk for kaldtrykkssveising (med diagram)
Etter å ha lest denne artikkelen vil du lære om teknikken for kaldtrykkssveising ved hjelp av passende diagrammer.
Ved kaldsvetsing eller kaldtrykksvetsing er materialene sammenføyet i lap eller butt joint form ved romtemperatur ved bruk av trykk bare. For at et slikt ledd skal lykkes, er det avgjørende at en av de delene som skal tilføres, har høy duktilitet og ikke utviser for mye arbeidsherding.
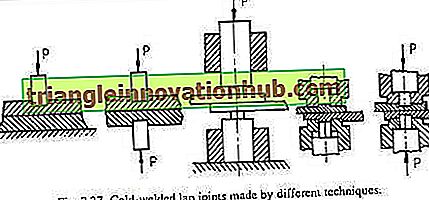
Delene som skal tilsluttes ved kaldt trykksveising, rengjøres grundig ved avfetting, stålbørsting og skraping for å fjerne eventuelle forurensninger på overflatene. Ved lapsveising kan arktykkelsen variere mellom 0-2 og 15 mm og leddet påvirkes ved hjelp av en enkel eller dobbel dør og fellesformen varierer tilsvarende som vist i figur 2.37. Dyseradiusen varierer med arbeidsstykketykkelsen, og den grove regelen er r = (1 - 3) t hvor t er arktykkelsen.
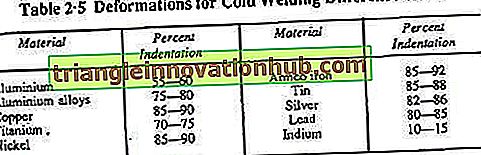
Mengden deformasjon er en viktig faktor i kaldtrykkssveising, og det avhenger av egenskapene og tykkelsen til metallet, samt typen av skjøt og overflatebehandling. Tabell 2-5 viser prosentandelen innrykk for vellykket kald sveising av forskjellige metaller.
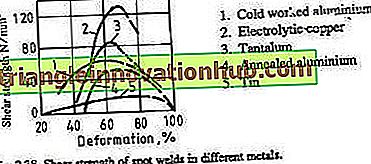
Både flekk og sømkjølesveising kan gjøres. Skjærstyrke som en funksjon av punktsveis er noen av metallene vist i figur 2.38. Den samme sveisen kan gjøres ved å tvinge dysen over hele sømmen eller ved å bruke en vals. Ved deformasjonens slutt bør dørtrykket for kobber og glødet aluminium være henholdsvis 1960 N / mm2 og 290 til 580 N / mm2.
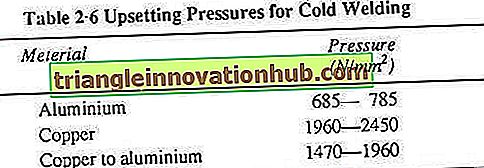
Butt sveiser kan gjøres ved kald sveising av plastmetaller som kobber, aluminium, aluminium legeringer, bly, tinn, kadmium, nikkel og titan i bar, strip og wire former. Trykket som kreves for å lage kalde sveiser i noen av metallene, er gitt i tabell 2.6, og trykket som trengs for å holde dem i serrated klemmer, skal være 50% og 80% høyere enn smurtrykket for henholdsvis aluminium og kobber.
Butt sveiser har vanligvis høyere styrke enn foreldremetallet fordi leddet er hardt arbeid. Imidlertid har hastigheten der trykket påføres, ingen effekt på sveisekjøttegenskaper, slik at sveising kan gjøres ved høy hastighet. Strømpresser for støtfuger opp til 700 mm 2 i aluminium brukes i bransjen.
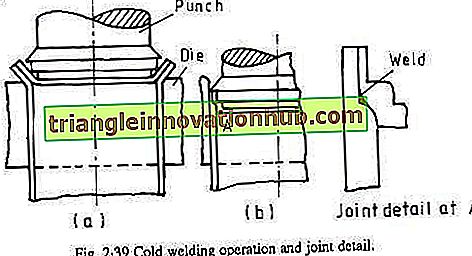
Kommersielle bruksområder for kald sveising inkluderer kanter, som vist i figur 2.39 for emballasje av matvarer, lukking av aluminiumskabelmantler og sager av halvlederinnretninger, lap- og støtfuger av ledninger og busslinjer for elektrolyseceller, kommunikasjonslinjer og vognledninger .
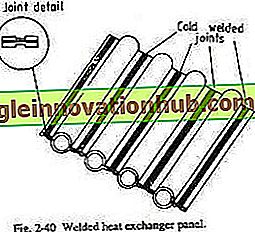
En typisk påføring av kaldtrykkssveising er i produksjonen av varmevekslere for kjøleskaper hvor prosessen brukes til å lage integrerte rørformede passasjer i store ark, opptil 2500 mm x 380 mm, som vist på figur 2.40.