Oppsett for Flash Butt Welding (med diagram)
Etter å ha lest denne artikkelen vil du lære om oppsettet for flammeslagssveising ved hjelp av et diagram.
Blitsveising ligner motstandsrør sveising bortsett fra at den er ledsaget av bue og hashing. Blitsveising består av en fast og en bevegelig klemme for å holde og klemme arbeidsstykkene godt samt å tvinge dem sammen, en kraftig enfasetransformator med en sving sekundær, alongwith utstyr for å styre sveisestrømmen, bevegelse av en klemme, kraft og tid. Med en spenning på ca. 10 volt over klemmene, strømmer tungstrømmen langs askene over arbeidsflatene i kontaktflatene.
Når kontaktpunktene smelter og metallet presses ut i en dusj med fine smeltede dråper, blir kontakten brutt og arcing finner sted over spalten. Ved videre bevegelse av klemmen gjentas prosessen med å smelte, blinke og bøye seg selv.
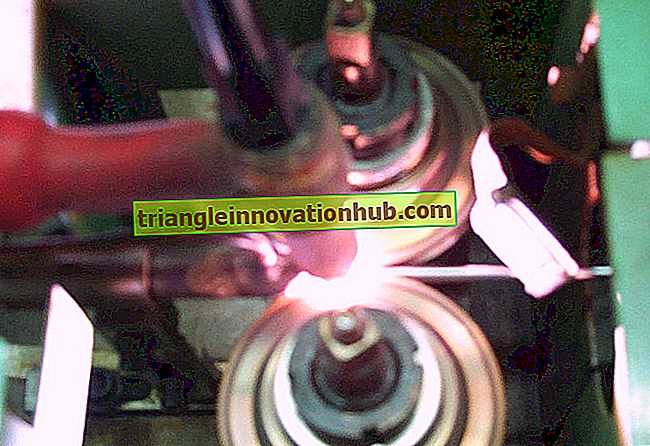
På grunn av blinkende forurensninger fra kontaktflatene fjernes og overflatene oppvarmes til en jevn temperatur. Endelig økes platenes bevegelse (eller den bevegelige klemmen) raskt og en høy kraft påføres for å oppnå en sveise med det utdrevne metall som danner en grov fin eller blits rundt leddet. Blitsen kan fjernes ved delsetting, bearbeiding. Grunnarrangement for blitsveiseprosess er vist i figur 2.26.

Blitsstøt sveising krever kraftig strømforsyning, for eksempel kan strømmer på over 100 000 ampere strømme over grensesnittet med en strøminngang på opptil 200 KVA. Transformator brukt til Hash-støt sveising er enfase som kan, toner, plassere en ubalanserende belastning på normal 3-fasetilførsel fra strømnettet. Dette krever bruk av en spesiell transformator som kan distribuere lasten jevnt.
Ved flasssveising skal brikkene som skal sveises, holdes med nok kraft for å unngå å glide og det krever en spenningskraft på opp til dobbelt så stor som kraften. Opprørskraften er rundt 7.000 N / cm for mildt stål og nesten fire ganger det for materialer med høy styrke.
Klemmer må også gi passende elektriske kontakter for de tunge sveisestrømmene og har vanligvis slitesterk kobberlegeringsinnsatser i vannkjølte blokker. Tilstrekkelig kontaktområder og renslighet av arbeidsstykkene er nødvendige for å unngå lokal bøyning eller "dørforbrenning". Lengden på arbeidet som rager ut over hver klemme, skal være kort nok til å motstå buckling og lenge nok til å unngå klemmeffekten av klemmene.
Blinkende og forstyrrende handling resulterer i reduksjon i arbeidsstykkets lengde, og det må regnskapsføres ved å gi blinkende og forstyrrende kvoter. Upsetting godtgjørelse er vanligvis 25 til 40% av (lashing godtgjørelse - høyere tall er mer vanlig for små tverrsnitt.
For å redusere blinktillatelsen er det fordelaktig å forvarme arbeidet som kan gjøres ved å bringe arbeidsstykket i kontakt med hverandre et antall ganger i en periode på 1 til 2 sekunder.
Korte tider og høye Hashing-hastigheter resulterer i bratte temperaturgradienter, mens lange tider og lave blinkhastigheter gjør at varmen kan spre seg. Hvis grensesnittet til arbeidsstykket ikke blir jevnt oppvarmet, kan det resultere i et "Hat-punkt" uten metallkonsentrasjon der.
Blitsveiseparametre for milde stålprofiler er gitt i tabell 2.4:

Flammeslagsveising brukes i stor grad til sveising av milde, stål, middels karbonstål og legeringsstål samt ikke-jernholdige metaller som aluminiumlegeringer, nimonale legeringer (80% Ni + 20% Cr) og titan. Ulike metaller kan også sveises av denne prosessen. For eksempel kan høyhastighetsstålboringer bli føyet til karbonstålshanker.
Mens enkle former kan bli flash sveiset på standardmaskiner, er det behov for spesialmaskiner for typiske applikasjoner som sveising av skinner, stålstrimler, vindusrammer, bilaksler, hjulfelger, flymotorringer og tunge kjedeforbindelser, for eksempel anker Kjeder for snips, for å unngå shunting av nåværende ring-type arbeidsstykker er laget ved sveising to halvdeler av hver lenke samtidig.